
पूर्वीच्या सोव्हिएत युनियनच्या काळात, मोठ्या प्रमाणात उत्पादन आणि टायटॅनियमच्या चांगल्या गुणवत्तेमुळे, त्यापैकी मोठ्या संख्येने पाणबुडीच्या दाबाच्या हुल तयार करण्यासाठी वापरल्या जात होत्या. टायफून-श्रेणीच्या आण्विक पाणबुड्यांमध्ये 9,000 टन टायटॅनियम वापरले गेले. फक्त पूर्वीचे सोव्हिएत युनियन पाणबुड्या तयार करण्यासाठी टायटॅनियम वापरण्यास तयार होते, आणि अगदी सर्व-टायटॅनियम पाणबुड्या तयार केल्या होत्या, जे प्रसिद्ध अल्फा-श्रेणी आण्विक पाणबुड्या आहेत. एकूण 7 अल्फा-क्लास आण्विक पाणबुड्या तयार करण्यात आल्या आहेत, ज्यांनी एके काळी 1 किमी डायव्हिंगचा आणि 40 नॉट्स वेगाचा जागतिक विक्रम केला होता, जो आजपर्यंत मोडला नाही.

टायटॅनियम सामग्री खूप सक्रिय आहे आणि उच्च तापमानात सहजपणे आग पकडू शकते, म्हणून ते नेहमीच्या पद्धतींनी वेल्डेड केले जाऊ शकत नाही. सर्व टायटॅनियम सामग्री अक्रिय गॅस संरक्षण अंतर्गत वेल्डेड करणे आवश्यक आहे. पूर्वीच्या सोव्हिएत युनियनने मोठ्या अक्रिय गॅस शील्ड वेल्डिंग चेंबर्स बांधल्या, परंतु विजेचा वापर खूप मोठा होता. असे म्हटले जाते की आकृती 160 च्या सांगाड्याला वेल्डिंग केल्याने लहान शहराची वीज वापरली जाते.
चीनच्या जिओलॉन्ग सबमर्सिबलचे टायटॅनियम शेल रशियामध्ये बनवले आहे.
चीन टायटॅनियम उद्योग
केवळ चीन, रशिया, युनायटेड स्टेट्स आणि जपानमध्ये सर्व-टायटॅनियम तांत्रिक प्रक्रिया आहेत. हे चार देश कच्च्या मालापासून ते तयार उत्पादनांपर्यंत वन-स्टॉप प्रक्रिया पूर्ण करू शकतात, परंतु रशिया सर्वात मजबूत आहे.
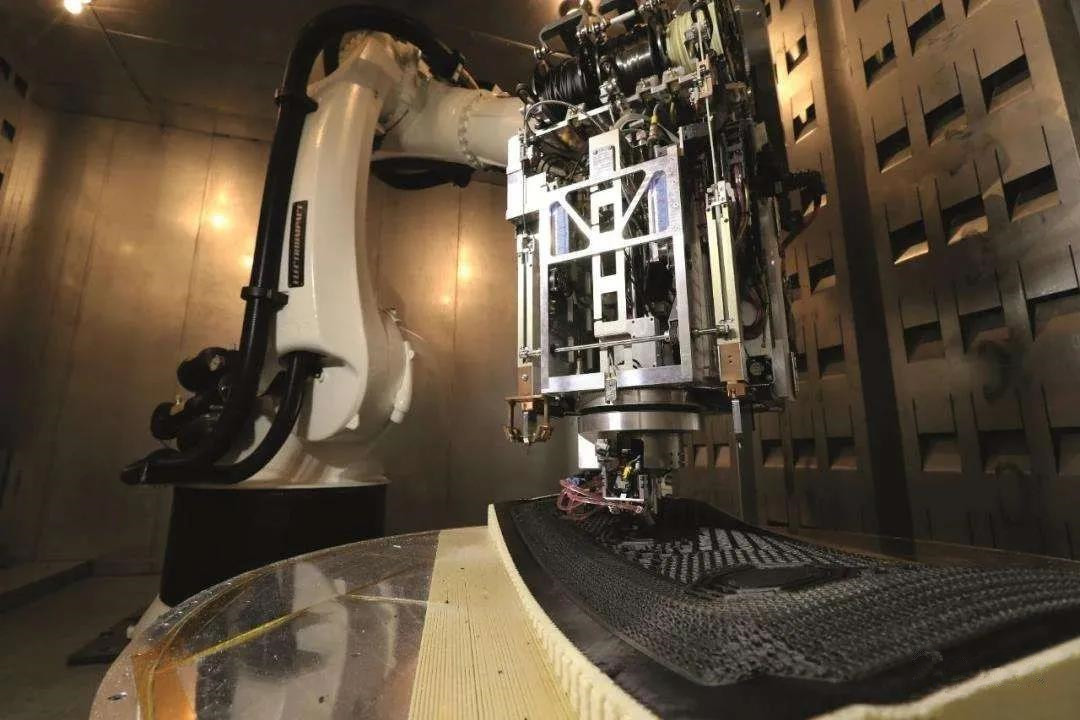
उत्पादनाच्या बाबतीत, चीन हा टायटॅनियम स्पंज आणि टायटॅनियम शीट्सचा जगातील सर्वात मोठा उत्पादक आहे. पारंपारिक कोल्ड बेंडिंग, टर्निंग, वेल्डिंग आणि इतर प्रक्रियांद्वारे मोठ्या प्रमाणात टायटॅनियम भाग तयार करण्यात चीन आणि जगातील प्रगत पातळी यांच्यात अजूनही अंतर आहे. तथापि, चीनने पार्ट्स तयार करण्यासाठी थेट 3D प्रिंटिंग तंत्रज्ञानाचा वापर करून बेंड्सवर ओव्हरटेक करण्याचा वेगळा दृष्टीकोन घेतला आहे.
सध्या माझा देश थ्रीडी प्रिंटिंग टायटॅनियम मटेरियलच्या बाबतीत जगात आघाडीवर आहे. J-20 ची मुख्य टायटॅनियम मिश्र धातु लोड-बेअरिंग फ्रेम 3D टायटॅनियमसह मुद्रित आहे. सिद्धांतानुसार, 3D प्रिंटिंग तंत्रज्ञान आकृती 160 ची लोड-बेअरिंग संरचना तयार करू शकते, परंतु तरीही पाणबुड्यांसारख्या सुपर-लार्ज टायटॅनियम संरचना तयार करण्यासाठी पारंपारिक प्रक्रियेची आवश्यकता असू शकते.

या टप्प्यावर, टायटॅनियम मिश्र धातु सामग्री हळूहळू मोठ्या प्रमाणात अचूक कास्टिंगसाठी मुख्य कच्चा माल बनली आहे. टायटॅनियम मिश्र धातु सामग्रीच्या मोठ्या प्रमाणात अचूक कास्टिंग प्रभावीपणे सोडवण्यासाठी, सीएनसी मशीनिंगची प्रक्रिया क्लिष्ट आहे, प्रक्रिया विकृती नियंत्रित करणे कठीण आहे, कास्टिंगची स्थानिक कडकपणा खराब आहे आणि स्थानिक वैशिष्ट्यांमुळे वास्तविक उत्पादन समस्या अशा उच्च प्रक्रिया अडचण म्हणून, भत्ता शोधणे, पोझिशनिंग पद्धत, प्रक्रिया उपकरणे इत्यादी पैलूंचा अभ्यास करणे आणि टायटॅनियम मिश्र धातु कास्टिंगची CNC मशीनिंग यंत्रणा सुधारण्यासाठी लक्ष्यित ऑप्टिमायझेशन धोरणे डिझाइन करणे आवश्यक आहे.
पोस्ट वेळ: फेब्रुवारी-०१-२०२२