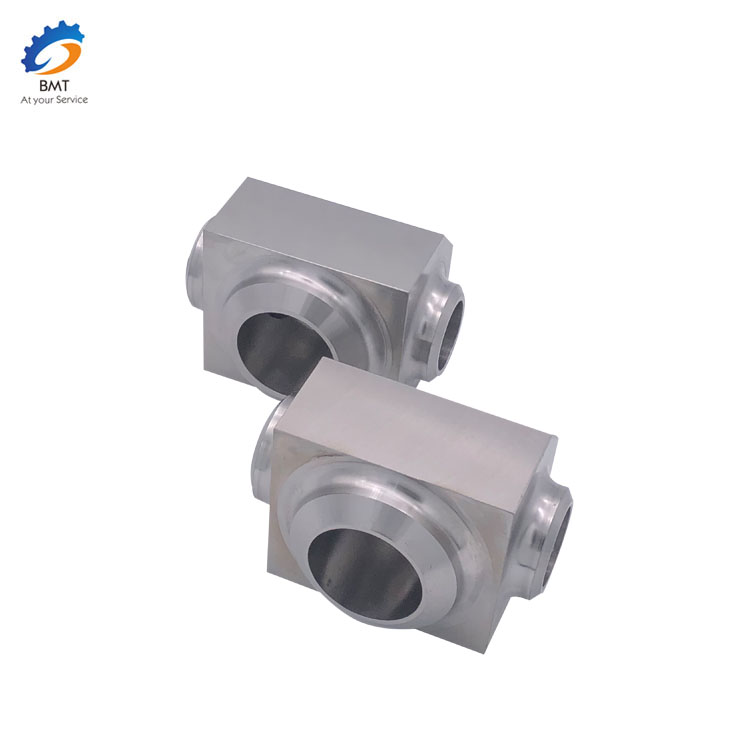
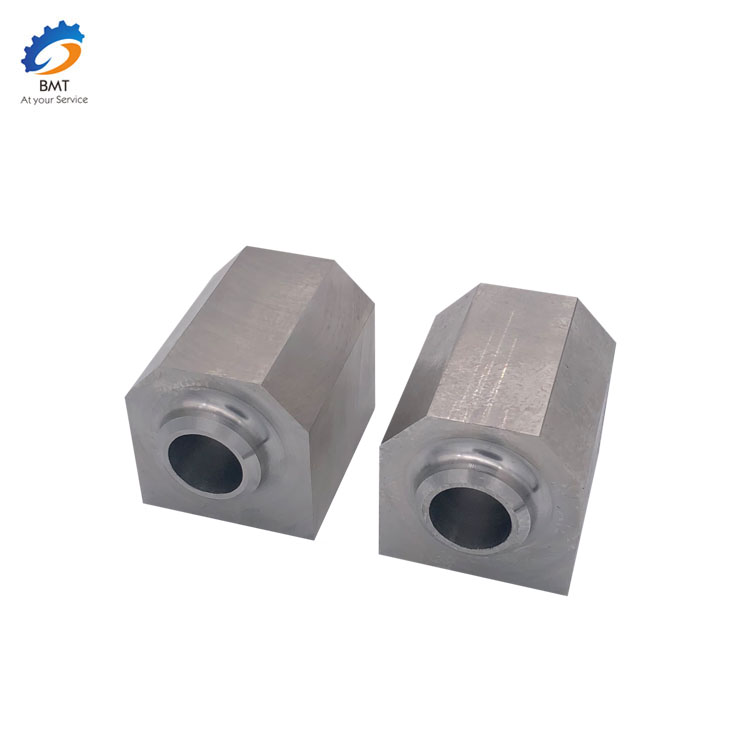
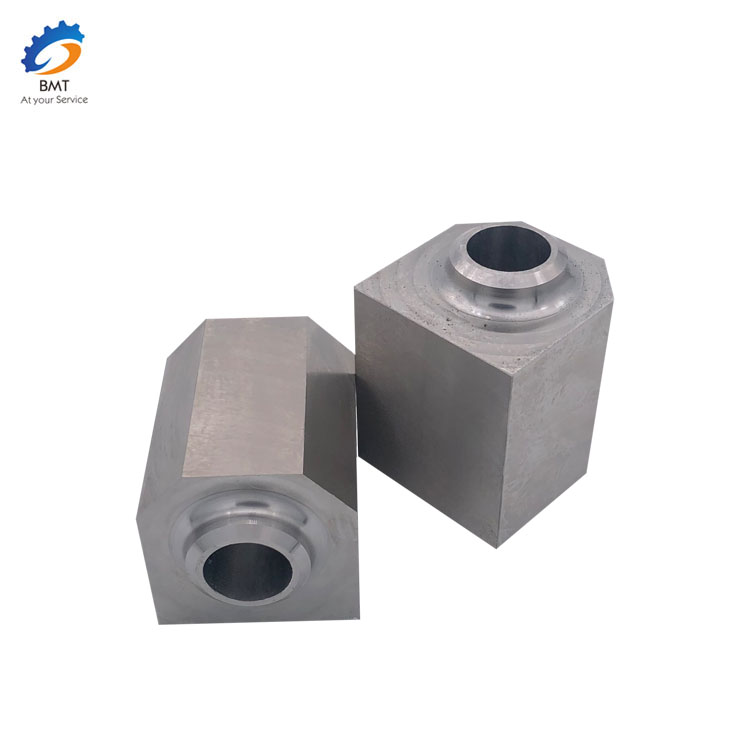
CNC ऑटो पार्ट्स व्यावसायिक उत्पादक
BMT अचूक मशिनिंग, नॉन-स्टँडर्ड पार्ट्स प्रोसेसिंग, सीएनसी बल्क पार्ट्स प्रोसेसिंग, न्यूमरिकल कंट्रोल कार पार्ट्स प्रोसेसिंग, बॅच टायटॅनियम ॲलॉय इन हाय प्रिसिजन पार्ट्स प्रोसेसिंग, शाफ्ट पार्ट्स प्रोसेसिंग, सेमीकंडक्टर इक्विपमेंट पार्ट्स प्रोसेसिंग इत्यादींमध्ये माहिर आहे, त्यांना समृद्ध अनुभव आहे, सुसज्ज आहे. सीएनसी मशीनिंग सेंटर, सीएनसी लेथ्स, वायर कटिंग, मिलिंग मशीन, ग्राइंडिंग मशीन, कोरलेली, तीन कोऑर्डिनेट्स मोजण्याचे साधन, उंची मोजण्याचे साधन आणि इतर उच्च अचूक उत्पादन आणि शोध उपकरणांसह.

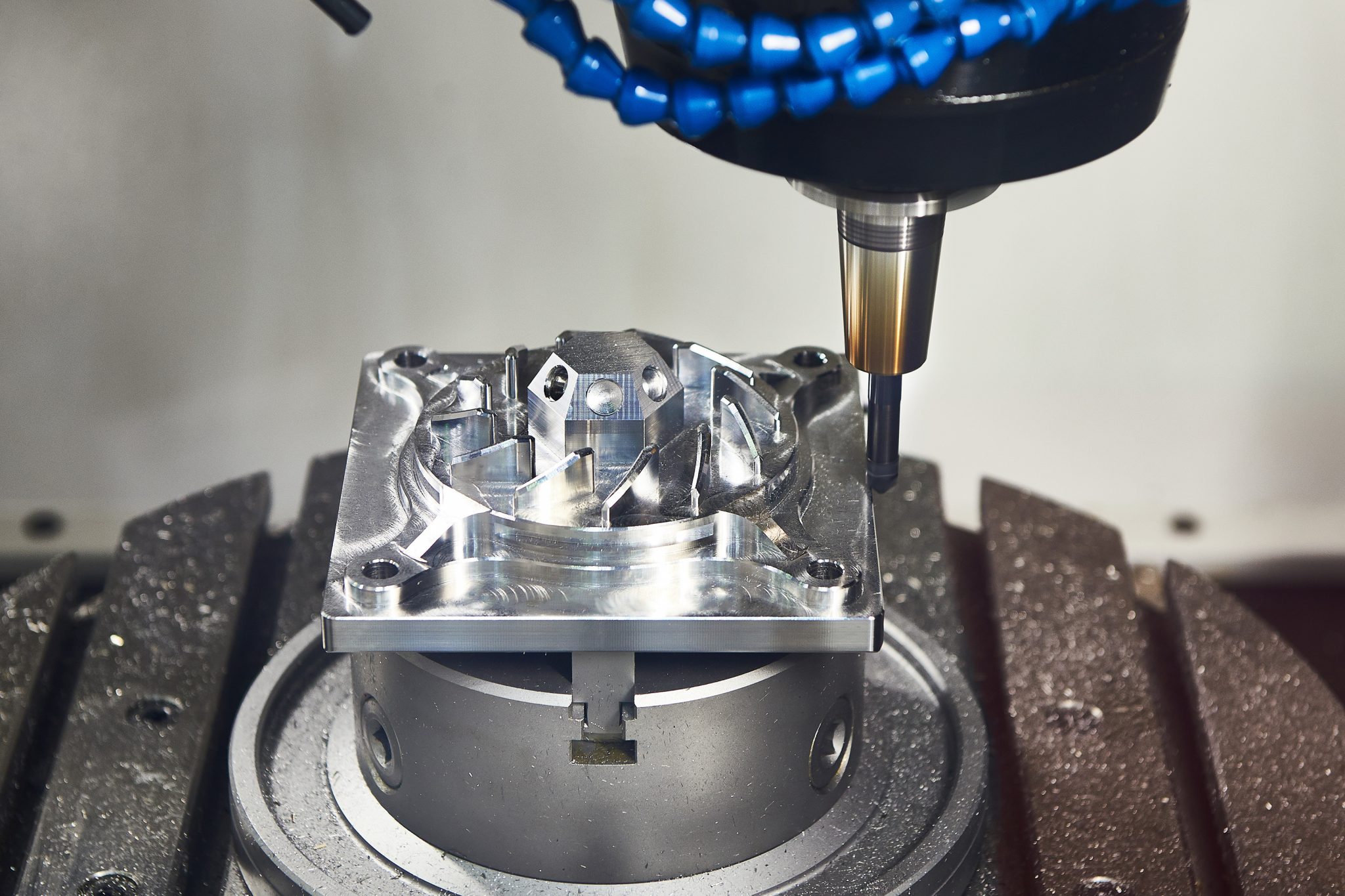
1. प्रक्रिया रेखाचित्रांचे विश्लेषण करा आणि प्रक्रिया प्रक्रिया निश्चित करा
ग्राहकाने दिलेल्या प्रोसेसिंग रेखांकनांनुसार, प्रक्रिया कर्मचारी आकार, मितीय अचूकता, पृष्ठभाग खडबडीतपणा, वर्कपीस सामग्री, रिक्त प्रकार आणि भागांच्या उष्णता उपचार स्थितीचे विश्लेषण करू शकतात आणि नंतर मशीन टूल, टूल निवडू शकतात, पोझिशनिंग क्लॅम्पिंग निर्धारित करू शकतात. साधन, प्रक्रिया पद्धत, प्रक्रिया क्रम आणि कटिंग डोसचा आकार. मशीनिंग प्रक्रिया निश्चित करण्याच्या प्रक्रियेत, सीएनसी मशीन टूलच्या कमांड फंक्शनचा पूर्णपणे विचार केला पाहिजे, मशीन टूलच्या कार्यक्षमतेला पूर्ण खेळ द्या, जेणेकरून प्रक्रिया मार्ग वाजवी असेल, कमी चाकू वेळा आणि कमी प्रक्रिया वेळ असेल.

2. साधन मार्ग मार्गाच्या समन्वय मूल्याची वाजवीपणे गणना करा
मशीनिंग भाग आणि सेट प्रोग्रामिंग समन्वय प्रणालीच्या भौमितीय आकारानुसार, कटर मार्गाच्या मध्यभागी गतीचा मार्ग मोजला जातो आणि कटरच्या स्थितीचा सर्व डेटा प्राप्त केला जातो. सामान्य सीएनसी प्रणालीमध्ये रेखीय प्रक्षेपण आणि वर्तुळाकार प्रक्षेपणाचे कार्य असते, तुलनेने साध्या प्लॅनर आकार भागांसाठी, जसे की रेषा आणि कंस समोच्च मशीनिंगचे भाग, फक्त प्रारंभ बिंदू आणि शेवटच्या बिंदूच्या भौमितीय घटकांची गणना करणे आवश्यक आहे, वर्तुळाच्या गोलाकार चाप ( किंवा वर्तुळाकार चाप त्रिज्या), दोन भौमितीय घटक छेदनबिंदू किंवा स्पर्शिका बिंदू समन्वय मूल्ये. nc सिस्टीममध्ये टूल कॉम्पेन्सेशन फंक्शन नसल्यास, टूल सेंटर ट्रॅजेक्टोरी कोऑर्डिनेट मूल्य मोजले जावे. जटिल आकार असलेल्या भागांसाठी (जसे की गोलाकार वक्र आणि पृष्ठभाग नसलेले भाग), वास्तविक वक्र किंवा पृष्ठभागाचा अंदाज घेण्यासाठी सरळ रेषाखंड (किंवा चाप खंड) वापरणे आवश्यक आहे आणि त्याच्या समन्वय मूल्याची गणना करणे आवश्यक आहे. आवश्यक मशीनिंग अचूकतेनुसार नोड्स.
3. भागांसाठी सीएनसी मशीनिंग प्रोग्राम लिहा
टूल पाथ डेटाची गणना करण्यासाठी चाकू मार्गाच्या भागांनुसार आणि प्रक्रियेचे मापदंड निर्धारित केले गेले आहेत आणि सहाय्यक कृती, प्रोग्रामिंग कर्मचारी कार्यात्मक सूचना आणि प्रोग्राम फॉरमॅटमध्ये निर्दिष्ट केलेल्या संख्यात्मक नियंत्रण प्रणालीच्या वापरानुसार असू शकतात, विभाग द्वारे प्रक्रिया कार्यक्रमाचे भाग लिहिण्यासाठी विभाग. याकडे लक्ष दिले पाहिजे: प्रथम, प्रोग्राम लेखनाचे मानकीकरण व्यक्त करणे आणि संवाद साधणे सोपे असावे; दुसरे, सीएनसी मशीन टूलच्या वापरामध्ये कार्यप्रदर्शन आणि संपूर्ण ओळखीच्या आधारावर सूचना, कौशल्ये, प्रोग्रामिंग कौशल्ये वापरण्याच्या सूचना.






