




टायटॅनियम आणि टायटॅनियम मिश्र धातु वायर्स
शुद्ध टायटॅनियम एक चांदीचा पांढरा धातू आहे, ज्यामध्ये अनेक उत्कृष्ट गुणधर्म आहेत. टायटॅनियमची घनता 4.54g/cm आहे3, स्टीलपेक्षा 43% हलका आणि प्रतिष्ठित लाइट मेटल मॅग्नेशियमपेक्षा किंचित जड. परंतु यांत्रिक शक्ती स्टील सारखीच आहे, ॲल्युमिनियमपेक्षा दुप्पट आणि मॅग्नेशियमपेक्षा पाचपट मजबूत आहे. टायटॅनियम उच्च तापमानास प्रतिरोधक आहे आणि त्याचा वितळण्याचा बिंदू 1942K आहे, सोन्यापेक्षा जवळजवळ 1000K जास्त आणि स्टीलपेक्षा जवळजवळ 500K जास्त आहे.
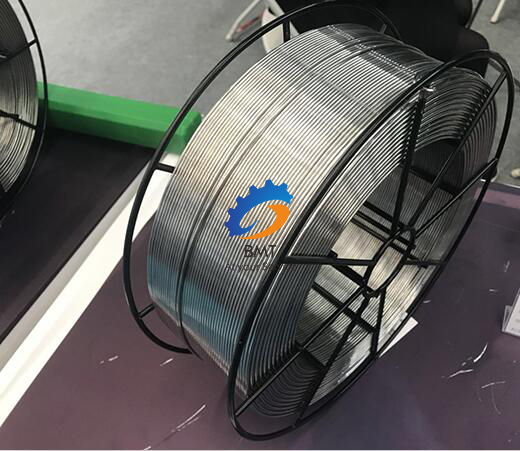
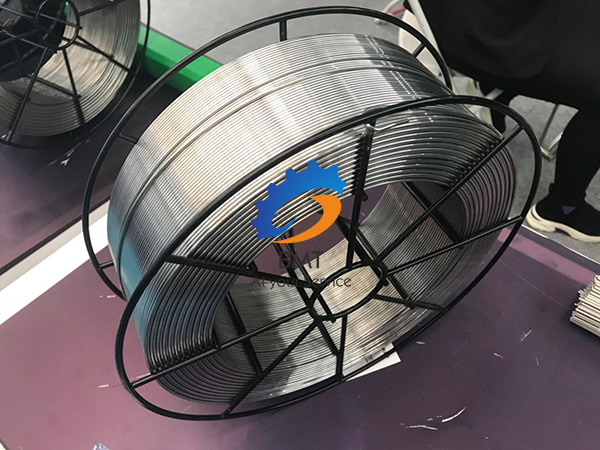
टायटॅनियम वायर, टायटॅनियम वायर, टायटॅनियम मिश्र धातु वायर, शुद्ध टायटॅनियम आयग्लास वायर, टायटॅनियम स्ट्रेट वायर, शुद्ध टायटॅनियम वायर, टायटॅनियम वेल्डिंग वायर, टायटॅनियम हँगिंग वायर, टायटॅनियम डिस्क वायर, टायटॅनियम ब्राइट वायर, मेडिकल टायटॅनियम वायर, टायटॅनियम निकेल सर्व वायर .

टायटॅनियम वायर तपशील
ए. टायटॅनियम वायर वैशिष्ट्य: φ0.8-φ6.0mm
ब. ग्लासेस टायटॅनियम वायर वैशिष्ट्ये: φ1.0-φ6.0mm विशेष टायटॅनियम वायर
क. टायटॅनियम वायर वैशिष्ट्ये: विशेष हँगिंगसह φ0.2-φ8.0mm
मानक:GB/T, GJB, AWS, ASTM, AMS, JIS
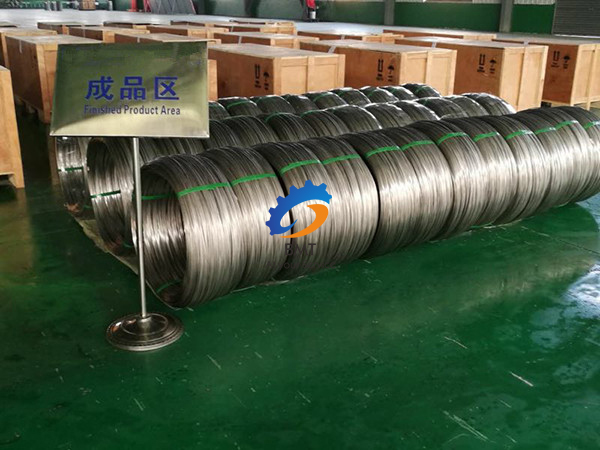
टायटॅनियम वायरचा दर्जा
GR1, GR2, GR3, GR5, GR7, GR9, GR11, GR12, GR16, इ.
टायटॅनियम वायरची ऍप्लिकेशन फील्ड
लष्करी उद्योग, वैद्यकीय, खेळाचे सामान, चष्मा, कानातले, हेडवेअर, इलेक्ट्रोप्लेटिंग हँगिंग, वेल्डिंग वायर आणि इतर उद्योग.


टायटॅनियम वायरची स्थिती
एनीलिंग स्थिती (M)
हॉट वर्किंग स्टेट (आर)
कोल्ड वर्किंग स्टेट (Y)
(एनीलिंग, अल्ट्रा-जनरेशन चाचणी)
टायटॅनियम वायरची पृष्ठभाग
पिकलिंग पृष्ठभाग किंवा उजळ पृष्ठभाग

टायटॅनियम वायर कार्बनसह उच्च कडकपणासह स्थिर कार्बाइड बनवते. टायटॅनियम आणि कार्बनमधील कार्बनयुक्त थराची वाढ कार्बनयुक्त थरातील टायटॅनियमच्या प्रसार दराने निश्चित केली जाते.
टायटॅनियममधील कार्बनची विद्राव्यता लहान आहे, 850X वर 0.3% इतकी आहे: आणि 600C B वर सुमारे 0.1% पर्यंत कमी होत आहे कारण टायटॅनियममधील कार्बनच्या कमी विद्राव्यतेमुळे, पृष्ठभाग कडक होणे हे केवळ टायटॅनियम कार्बाइड थर आणि त्याच्या अकिंबोद्वारे साध्य केले जाते. खाली थर. कार्बरायझिंग ऑक्सिजन काढून टाकण्याच्या स्थितीत केले जाणे आवश्यक आहे, कारण सामान्यतः कार्बन मोनॉक्साईड किंवा ऑक्सिजनयुक्त कार्बन मोनॉक्साईडच्या पृष्ठभागाविरूद्ध कार्बराइजिंग स्टीलसाठी वापरल्या जाणाऱ्या पावडरच्या पृष्ठभागाच्या थराची कडकपणा 2700MPa आणि 8500MPa आणि जाळीपर्यंत असते. ते सोलणे सोपे आहे.
उपलब्ध साहित्य रासायनिक रचना

उत्पादकता (अधिकतम आणि किमान ऑर्डरची रक्कम):ऑर्डरनुसार अमर्यादित.
लीड वेळ:सामान्य लीड वेळ 30 दिवस आहे. तथापि, ते त्यानुसार ऑर्डरच्या रकमेवर अवलंबून असते.
वाहतूक:वाहतुकीचा सामान्य मार्ग म्हणजे समुद्रमार्गे, हवाई मार्गाने, एक्सप्रेसने, रेल्वेने, ज्याची निवड ग्राहकांकडून केली जाईल.
पॅकिंग:
- पाईपचे टोक प्लास्टिक किंवा पुठ्ठा कॅप्सने संरक्षित केले जातील.
- टोके आणि तोंडाचे संरक्षण करण्यासाठी सर्व फिटिंग पॅक कराव्यात.
- इतर सर्व वस्तू फोम पॅड आणि संबंधित प्लास्टिक पॅकिंग आणि प्लायवूड केसांद्वारे पॅक केल्या जातील.
- पॅकिंगसाठी वापरलेले कोणतेही लाकूड हाताळणी उपकरणांच्या संपर्कात येण्यापासून दूषित होऊ नये म्हणून योग्य असणे आवश्यक आहे.



.jpg)
याउलट, डीऑक्सिजनेशन किंवा डिकार्ब्युरायझेशनच्या स्थितीत, कोळशात कार्ब्युराइज केल्यावर टायटॅनियम कार्बाइडचा पातळ थर तयार होऊ शकतो. या थराची कडकपणा 32OUOMPa आहे, जी टायटॅनियम कार्बाइडच्या कडकपणाशी सुसंगत आहे. जेव्हा त्याच परिस्थितीत नायट्राइडिंग वापरले जाते तेव्हा कार्बरायझिंग लेयरची खोली सामान्यतः नायट्राइडिंग लेयरपेक्षा जास्त असते. ऑक्सिजन समृद्धीच्या स्थितीत, ऑक्सिजन शोषणाचा परिणाम कठोर होण्याच्या खोलीवर विचारात घेणे आवश्यक आहे. अत्यंत पातळ थराच्या जाडीच्या स्थितीतच व्हॅक्यूममध्ये किंवा आर्गॉन-मिथेन वातावरणात कार्बन पावडरचे कार्बराइजिंग करून पुरेशी चिकट शक्ती तयार केली जाऊ शकते. याउलट, गॅस कार्ब्युरिझिंग एजंटचा वापर विशेषतः कठोर आणि चांगले बंध असलेला टायटॅनियम कार्बाइड कडक थर तयार करू शकतो. त्याच वेळी, 950T: आणि 10201: दरम्यानच्या तापमानात कडक होणे पसरले. लेयरची जाडी वाढल्याने, टीआयसी लेयर अधिक ठिसूळ बनते आणि झिरपते. Reane च्या विघटनामुळे कार्बनच्या समावेशाचा TiC थर मध्ये घुसखोरी टाळण्यासाठी, गॅस carburizing सुमारे 2% Reane च्या विहित डोस ॲडिटीव्हसह निष्क्रिय वायूमध्ये चालते. जेव्हा मिथेन प्रोपेन ऍडिटीव्हसह कार्बराइज केले जाते तेव्हा खालच्या पृष्ठभागाची कडकपणा प्राप्त होते. जेव्हा बाँडिंग फोर्स ओकेपीए पर्यंत असतो आणि गॅस कार्ब्युराइज्ड प्रोपेन वापरला जातो, जरी मोजलेल्या कडक थराची जाडी खूप पातळ असली तरी, त्यात सर्वोत्तम पोशाख प्रतिरोध असतो. हायड्रोजन गॅस कार्बरायझिंग एजंटद्वारे शोषले जाते, परंतु व्हॅक्यूम ॲनिलिंग दरम्यान ते पुन्हा काढावे लागते.